- Company overview The heart of SMC Vision & Philsophy Partnership Certifications Company culture
- Our service Design and Engineering Maintenance and Service Examine Production Line Upgrade and Transformation Storage and Logistics Processing, Trading and Distributor
- Management Our history Global responsibility Info Center
- Procurement center Internship
- Metal Steel Products Stainless Steel Products Aluminum Products Copper Products Galvanized Steel and PPGI Special Alloy Building Material
- Containers ISO Standard Container Equipment Container Storage Container Tank Container Container Fittings Container Trailer Refrigerated/Reefer Container Offshore Container Container House
- Gas Cylinder & Fire Extinguisher Cryogenic Liquid Cylinder Oxygen Gas Cylinder Storage Tank CNG Gas Cylinder LPG Gas Cylinder Hydrogen Gas Cylinder Nitrogen Gas Cylinder Industry Gas Cylinder Fire Extinguisher
- Metal Machinery Motor Forming Machine Cutting Machine Processing Machine Bending Machine Block Machine Spare Parts Other Machinery
- Mechanical Products Conveyor Belt Miscellany Mooring Equipment Laser Equipment Bearing Marine Equipment Vehicle Industry Pressure Vessel
- Electrical System Transformer Production Line Lighting System Power Distribution Automation Electrical Cable Solar Power System Electric Protection System
- Project Plastic Pipes and Pipe Fittings Fiberglass Reinforced Plastic Pontoon System
Seamless Steel Pipe for Oil Drill Pipe




Standard: DIN, ASTM, API, JIS, GB
Wall Thickness: 2.11mm - 300mm
Outer Diameter: from 21.3mm to 1420mm
We specialize in the manufacture of hot rolled and cold drawn seamless steel pipe.
The factory presently has 205T, 150T, 60T and 40T pull out machine in the unit,
LD1005 rolled precision rolling mills, LD 852 rolled annular rings reduce the diameter mill train.
We accept customization, and offer the heat treatment service. Please send us your need.
Drill pipe, is hollow, thin-walled, steel or aluminium alloy piping that is used on drilling rigs.
It is hollow to allow drilling fluid to be pumped down the hole through the bit and back up the annulus.
It comes in a variety of sizes, strengths, and wall thicknesses,
but is typically 27 to 32 feet in length (Range 2). Longer lengths, up to 45 feet, exist (Range 3).
Specifications of Seamless Steel Pipe:
1) Standard: DIN, ASTM, API, JIS, GB
2) Wall Thickness: 2.11mm - 300mm
3) Outer Diameter: from 21.3mm - 1420mm
4) Grade:10#, 20#, 45#, Q345, ST35.8, ST37, ST42, ST45, ST52,
API 5L /GR.B-X60, API 5CT /J55 K55 N80, A53, A106, A192, A179, A210, etc.
ASTM A106 Seamless Steel Pipe:
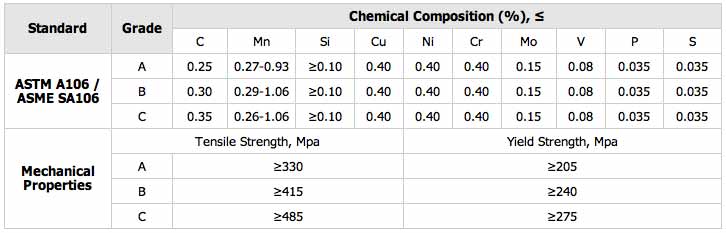
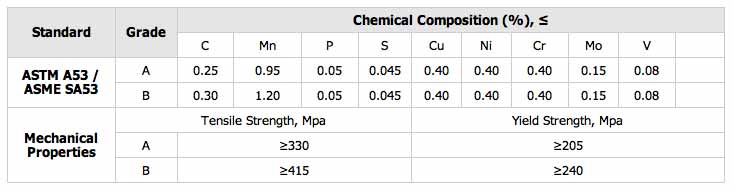
ASTM A53 Black and Hot Dip Galvanized Steel Pipe:
ASTM A179 Heat Exchanger and Condenser Tube:

ASTM A192 High Pressure Boiler Tube:

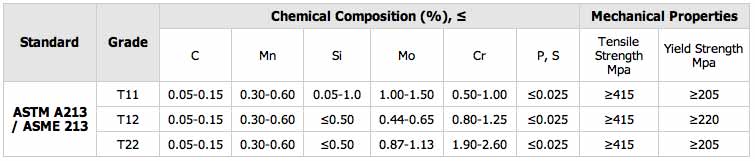
ASTM A213 Seamless Ferritic and Austenitic Alloy Steel Boiler, Superheater and Heat Exchanger Tube:
We could also arrange the production according to other standard, such as ASTM A333, DIN 1629, DIN 2391, DIN 17175, EN10305, EN10216, etc.
Packaging of Seamless Steel Pipe:
Shanghai Metal Corporation Products are packed and labeled according to the regulations and customer's requests. Great care is taken to avoid any damage which might be caused during storage or transportation. In addition, clear labels are tagged on the outside of the packages for easy identification of the product I. D. and quality information.
1) Shanghai Metal Standard
2) Customization

Process Method:
Hot rolling or cold drawn
Surface Coating:
Varnish painted on pipe(black painting),anti-corrosion oil,
galvanized,or painting as customer's request.
Tubes and tool joints are welded using inertia or friction welding.
The tube is held stationary while the tool joint is revolved at high RPMs.
The tool joint is the firmly pressed onto the upset end of the tube while the tool joint is rotating.
The heat and force during this interaction weld the two together.
Once the "ram horns" or excess material is removed,
the weld line can only be seen under a microscope.
here
for
price



