- Company overview The heart of SMC Vision & Philsophy Partnership Certifications Company culture
- Our service Design and Engineering Maintenance and Service Examine Production Line Upgrade and Transformation Storage and Logistics Processing, Trading and Distributor
- Management Our history Global responsibility Info Center
- Procurement center Internship
- Metal Steel Products Stainless Steel Products Aluminum Products Copper Products Galvanized Steel and PPGI Special Alloy Building Material
- Containers ISO Standard Container Equipment Container Storage Container Tank Container Container Fittings Container Trailer Refrigerated/Reefer Container Offshore Container Container House
- Gas Cylinder & Fire Extinguisher Cryogenic Liquid Cylinder Oxygen Gas Cylinder Storage Tank CNG Gas Cylinder LPG Gas Cylinder Hydrogen Gas Cylinder Nitrogen Gas Cylinder Industry Gas Cylinder Fire Extinguisher
- Metal Machinery Motor Forming Machine Cutting Machine Processing Machine Bending Machine Block Machine Spare Parts Other Machinery
- Mechanical Products Conveyor Belt Miscellany Mooring Equipment Laser Equipment Bearing Marine Equipment Vehicle Industry Pressure Vessel
- Electrical System Transformer Production Line Lighting System Power Distribution Automation Electrical Cable Solar Power System Electric Protection System
- Project Plastic Pipes and Pipe Fittings Fiberglass Reinforced Plastic Pontoon System
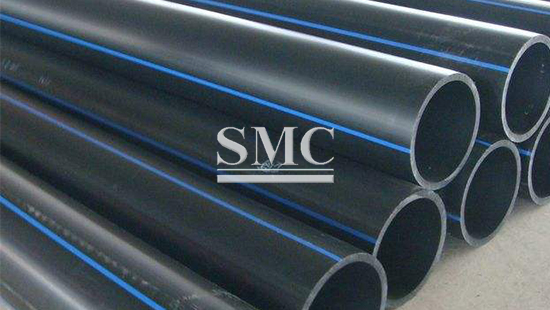
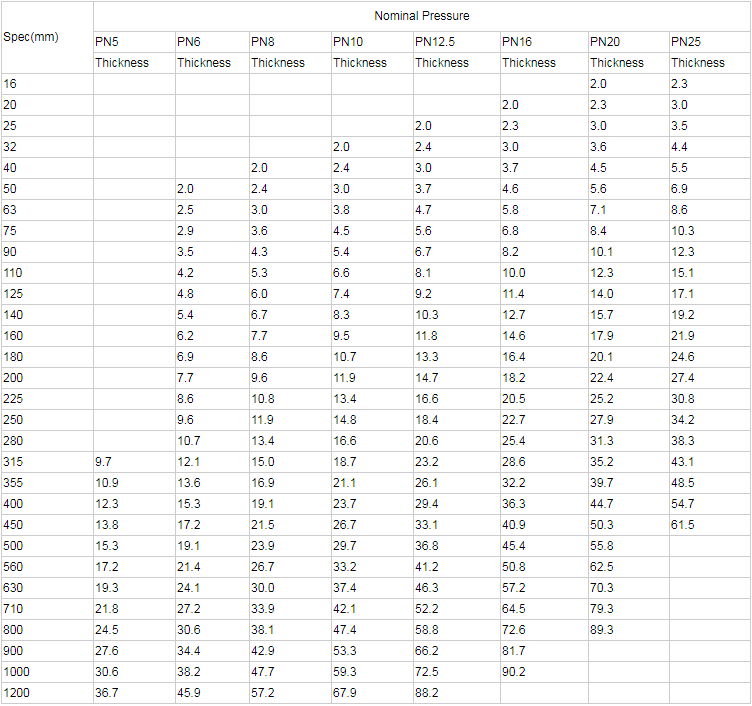
Polyethylene Water Supply Pipe
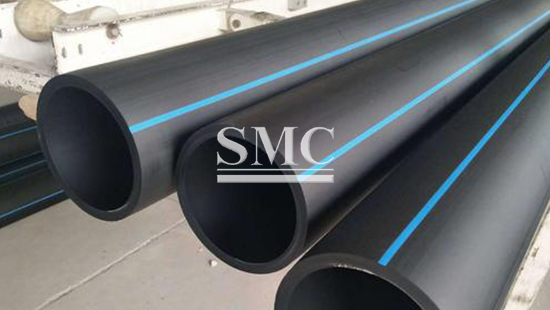
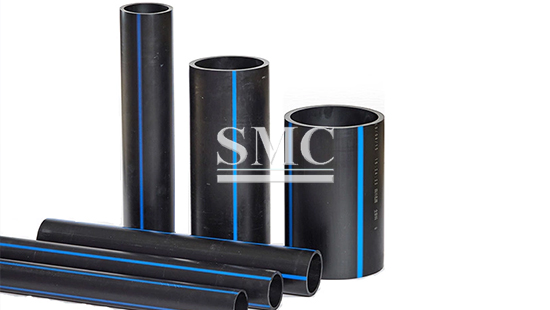






Material: Polythylene
Color: Black
Presssure: PN5,PN6,PN8,PN10,PN12.5,PN16,PN20,PN25
Standard: ISO4427,AS/NZS4130,DIN 8074
Shanghai Metal Corporation is a leading Polyethylene Water Supply Pipe manufacturer and supplier.
PE pipe is a non-polar thermoplastic resin with high crystallinity. The inner wall of the PE water supply pipe is smooth and does not change with the use of time. The friction resistance is small, saving energy. The pressure loss is about 30% smaller than that of the steel pipe. A smaller caliber can be selected than the steel pipe. ISO standard grade polyethylene material is grade 0 (lower grade), no mold material, compared with some other commonly used plastic materials, polyethylene's mold resistance It is much higher and does not accumulate in long-term use.
If you want to know more about our Polyethylene Water Supply Pipe or get Pipe price please feel free to contact us, we will reply you within 24 hours.








Packing of PE Water Supply Pipe:


PE pipe welding method:
1. Preparation for PE pipe welding: Check whether the power supply of the hot melt machine is connected, whether the milling cutter and heating plate are ready, and whether the rack cylinder is running.
2. Welding:
-Remove the dirt (oil, dust, mud, water) from the pipe port.
- Place the PE pipe in the rack slip.
- Mill the end face of the PE pipe with a milling cutter.
- Measure the power of the frame cylinder support.
-Check whether the temperature of the heating plate reaches the temperature value between 190-230, 210±10℃ at normal temperature.
-Put the heating plate into the rack.
-Reduce the welding pressure (0.02Mp).
-Switch quickly after the time is up.
-Increase the pressure to meet certain requirements, generally 2-3Mp, depending on the power of the cylinder support.
-Pressure cooling.









here
for
price
